
MIL-STD-810 and IEC 60068 are environmental test standards used to verify how products perform under stresses such as shock, vibration, temperature, humidity, and dust. MIL-STD-810 is a US military method-based framework that requires tailoring to the use case, while IEC 60068 is an international set of test methods often used for commercial compliance and supplier qualification. This guide compares scope, documentation needs, and typical acceptance criteria. It also explains how to select tests based on real operating conditions, risk, and certification goals.
Key takeaways
- Use MIL-STD-810 when you need mission-focused tailoring, not fixed laboratory sequences.
- Choose IEC 60068 when you need standardised, repeatable component and product environmental tests.
- Start by mapping real use conditions to test methods, then set severity levels.
- Document assumptions, mounting, orientation, and operating mode before running vibration or shock.
- Run temperature and humidity tests as combined stresses when field exposure overlaps.
- Use pass/fail criteria tied to functional performance, not cosmetic changes alone.
MIL-STD-810 and IEC 60068: Scope, governance, and where each standard fits
Map your product’s real use conditions to test objectives before you pick a standard, because both documents offer menus of methods rather than a single pass/fail recipe. MIL-STD-810 is governed by the US Department of Defense and focuses on tailoring: you select methods, set severities, and justify profiles that reflect the mission and logistics chain. IEC 60068 sits under the International Electrotechnical Commission (IEC) and provides a broad library of environmental tests used as building blocks for qualification.
MIL-STD-810 expects engineering judgement and documented assumptions, including how you derived temperature extremes, vibration spectra, and exposure durations. That flexibility helps when environments are complex, but two labs can run different programmes for the same product unless the contract locks down details. IEC 60068 methods are often referenced by number inside a separate product standard or test plan, which can tighten repeatability when multiple suppliers must run the same procedure.
Use MIL-STD-810 when procurement, defence-adjacent customers, or harsh deployment drives the requirement, and when you can defend tailored profiles in a test plan. Use IEC 60068 when you need internationally recognisable methods that integrate into an IEC or EN compliance route. Confirm early what your customer will accept, then freeze methods, severities, and acceptance criteria in the specification to avoid re-testing.
How each standard builds test methods: tailoring, severity levels, and pass/fail expectations
- Lets teams justify severity levels against mission profile, transport chain, and handling shocks
- Supports explicit choices on methods, exposure duration, pre-conditioning, and failure definition
- Can reduce test time and cost when tailoring is well chosen
- Makes pass decisions more defensible when performance limits are defined clearly
- Provides repeatable, procurement-friendly methods with clearer structure
- Improves lab-to-lab comparability
- Fits component qualification and regulatory-aligned programmes well
- Works effectively when severity levels are anchored to established IEC method variants and product-specific pass/fail criteria are added
Well-chosen tailoring can cut test time and cost while still exposing the failure modes that drive warranty returns and field downtime. Start by writing a short test plan that links each environmental stress to a product function, a likely damage mechanism, and a measurable acceptance check. Use MIL-STD-810 when you need to justify severity levels against a mission profile, transport chain, and handling shocks, because the standard expects documented tailoring and allows wide latitude in profiles.
This approach wins because it forces explicit choices: which methods apply, how long exposure lasts, what pre-conditioning occurs, and what constitutes failure during and after the test. It also makes “pass” more defensible when you define performance limits (for example, output drift, ingress, or latch-up) rather than relying on visual inspection alone.
Use IEC 60068 when you need repeatable, procurement-friendly tests with clearer method structure and easier lab-to-lab comparability. It fits well for component qualification, regulatory-aligned programmes, and when you want severity levels anchored to established IEC method variants, then add product-specific pass/fail criteria in your specification.
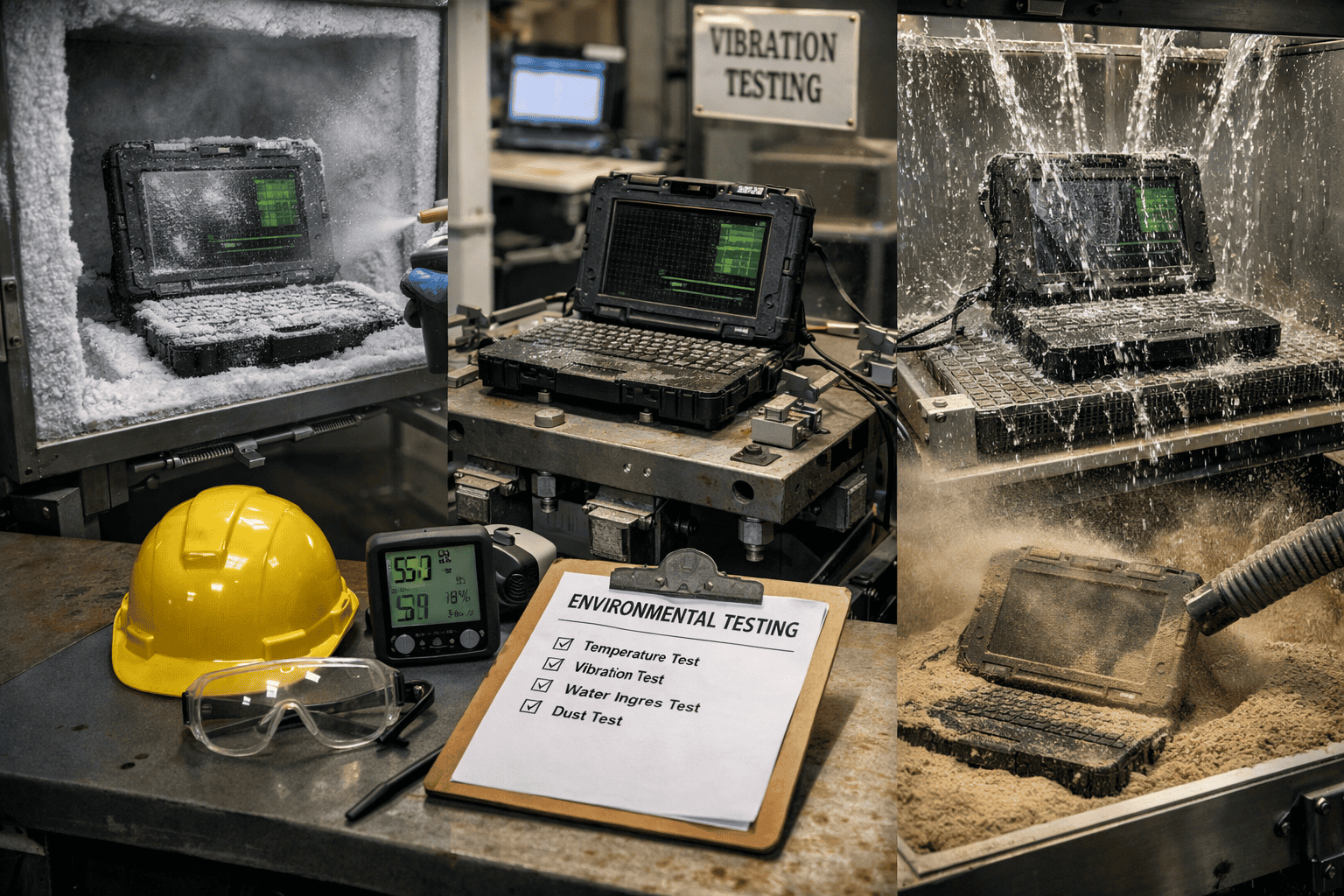
Mapping product risks to environments: shock, vibration, temperature, humidity, dust, water, and altitude
Teams often pick a “standard” before listing the environments the product will face, which leads to over-testing in some areas and missed failure modes.
Map risks by tracing each stress to a damage mechanism: shock drives connector fretting and solder cracks; vibration excites resonances that loosen fasteners; temperature cycling creates differential expansion; humidity and salt fog accelerate corrosion; dust and water ingress defeat seals; low pressure reduces cooling and can trigger arcing.
Turn that map into test profiles with measurable checks (leak rate, insulation resistance, functional performance, torque retention) and clear exposure durations. Keep the mapping in your design record so changes stay controlled; ELP Engineering and Product Development can help structure traceability.
Selecting a test plan: compliance goals, customer requirements, lab capability, cost, and schedule
The test plan must match a contract, customer spec, or certification target, not a generic “rugged” claim. Write a one-page compliance brief: standard and revision, required methods, documentation (report format, calibration traceability, photos), and any witness testing. Confirm the lab can run the required severities and instrumentation, then lock the sequence. Build price and schedule from a method matrix, including sample count, fixturing lead time, and pre-conditioning.
- Do not accept “test to MIL-STD-810” or “test to IEC 60068” without exact methods, severities, durations, orientations, and acceptance checks.
- Do not assume a lab “standard profile” matches your mounting, packaging, or power state; require a fixture drawing and control strategy.
- Do not set pass/fail as “no damage” when performance drift matters; define measurable limits (output, leakage, torque, ingress, insulation resistance).
Documenting and defending your choices: test reports, traceability, and audit-ready evidence
Good documentation turns a “we tested it” claim into evidence that survives customer reviews, supplier disputes, and internal audits. Weak records force retesting, delay release gates, and make failures hard to reproduce.
Lock traceability before the lab starts. Assign each test a unique ID, then link the method, revision, tailoring decisions, and acceptance checks to a requirement or risk statement. Keep the chain unbroken: test plan → configuration record → instrumentation list → raw data → processed results → nonconformance and retest notes.
Make the report audit-ready by capturing details that change outcomes. Record sample build state (firmware, torque values, sealants, mass), fixturing drawings or photos, sensor locations, and control tolerances. Include calibration certificates for accelerometers, thermocouples, pressure sensors, and data acquisition, with dates and traceable standards.
- State the exact severity profile used (sweep rates, dwell times, ramp rates, shock pulse shape, number of axes, and sequence).
- Document deviations in real time, including chamber overshoot, power interruptions, and operator interventions.
- Attach pass/fail evidence that matches the acceptance check: functional logs, leakage measurements, insulation resistance, or dimensional checks.
- For mechanical subsystems, note engagement thresholds and wear checks where relevant; a linked design note such as how does a centrifugal can support rationale for speed-dependent behaviour.
Close the package with a clear conformity statement that names the standard, method, and tailoring, plus a limitations section that lists untested environments and assumptions.
Frequently Asked Questions
What are the main differences between MIL-STD-810 and IEC 60068 in test scope and intended use?
MIL-STD-810 is a mission-focused, tailoring-driven standard for military-style environments, with guidance on selecting methods and severity levels. IEC 60068 is a modular set of generic environmental test methods used for commercial qualification and compliance. MIL-STD-810 emphasises realistic profiles and documentation; IEC 60068 emphasises repeatable, comparable laboratory procedures.
When should a manufacturer choose IEC 60068 over MIL-STD-810 for commercial product qualification?
IEC 60068 suits commercial qualification when you need standardised, repeatable component and equipment tests rather than mission-profile, military-style tailoring.
Choose it for CE/market documentation, supplier acceptance, and cross-lab comparability. Use it when you can define clear severities and durations, and you do not need MIL-STD-810’s platform-specific methods, combined environments, or operational-use focus.
How do MIL-STD-810 test methods map to IEC 60068 parts for temperature, vibration, shock, and humidity?
Start by matching the environmental stress (temperature, vibration, shock, humidity) and the severity profile, then confirm the closest IEC procedure. MIL-STD-810 methods align broadly to IEC 60068-2 parts: temperature (60068-2-1/-2/-14), vibration (60068-2-6 or -64), shock (60068-2-27 or -29), humidity (60068-2-30 or -78). Exact equivalence is rare, so align dwell times, tolerances, and monitoring.
What documentation and test reports should be included to support a MIL-STD-810 or IEC 60068 claim?
Only claim compliance for the exact methods, severities, and configurations you tested. Include the approved test plan (methods, levels, sample size, pre-conditioning, pass/fail criteria) and calibration certificates for key instruments. Provide a signed lab report with photos, set-up diagrams, environmental profiles, deviations, results, failures, and traceability to serial numbers and revisions.
How should test severity levels and pass/fail criteria be set to match real-world operating conditions?
Set severities to cover at least the 95th-percentile of measured temperature, vibration, shock, and humidity exposures. Use field logs, duty cycles, and mounting details to pick levels, durations, and combined stresses. Define pass/fail by functional performance and safety limits, then add measurable thresholds such as drift, leakage, cracks, or connector retention.